






微細加工部品の寸法精度
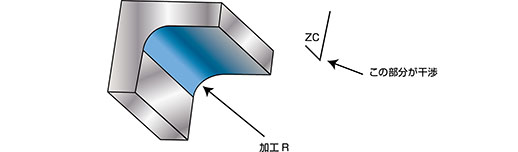
上記のような隅がある部分を切削加工した場合、工具の形状の問題により必ず加工Rが隅についてしまいます。高精度の嵌めあい部品の場合、このR部分が邪魔をすることになり、寸法精度を出すことが難しく、精度を確保しようとした場合に多くの工数がかかってしまいます。


微細加工部品の嵌め合い精度
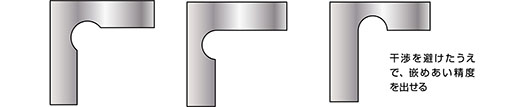
加工部品の隅にRをつけたくない場合、上記のようにナナメ、横、縦の3方向どれかに加工Rの逃げ道を作ることで、勘合面では高精度条件を達成することができます。また、加工工数の削減にもつながり部品加工のコストダウンを実現することができます。
微細加工部品の逃げ設計
角部に高精度の嵌め合いが必要な場合、角部のエッジをつける事は困難です。このようなケースでは上図のように、使用用途を踏まえたうえでRの設定や逃げの設定を行うことで、高い嵌め合い精度を得ることができます。

















