


















板状ワークの微細加工
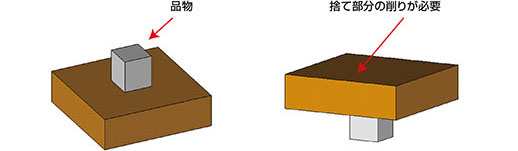
板状ワークから削り出しを行う場合、まずバイスでワークをクランプして削りだします。その後、ワークを反対に固定し、捨て部分を加工する手順を踏みますが、この場合両面を加工することになるので2工程が必要となり、加工工数がかかってしまいます。


板状ワークの微細加工方法
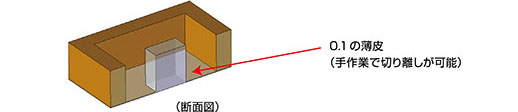
高さ寸法をワーク下面から設定し0.1の薄皮を残し上方向から加工します。その後、形状を削り出し、薄皮部をナイフで切り抜き、手作業でバリ取りを行います。上のケースでは2工程かかっていた加工を1工程で行うことができるので、位置決めも含め大幅に工数を削減することができます。
板状ワークの追加工
0.1mmのような薄皮は手作業で除去できるため、通常の段取り加工時間を短縮することができます。形状・材質によっては加工方向と追加工を正しく選択することにより、1方向からの加工で作り出すことができ、大幅な工数削減・時間短縮を達成できます。














