

















第14回目になります、技術ニュースをお届け致します。
公差ボス(軸)がある切削加工部品における検査の注意点
担当:I (仕上げ)
今回は、ボスや軸のある切削部品で良く起こる現象について挙げてみました。
■現象1、ボスの根本にR形状や段が残ってしまう
原因、刃物の摩耗、欠損。
■現象2、ボスの先端、中間、根元で寸法が変化してしまう
原因、刃物の摩耗、欠損。加工条件の不一致。段取りの不備。
■現象3、ボスの真円が出ていない
原因、加工条件の不一致。マシニングセンターの精度。
■現象4、ボスの加工面が荒い
原因、刃物の摩耗、欠損。加工条件の不一致。段取りの不備。
■現象5、ボスにカケ、食い込みが発生している
原因、加工条件の不一致。段取りの不備。工具の干渉。データの不備。取扱いの不備。
■現象6、ボスに傷がある
原因、加工条件の不一致。段取りの不備。工具の干渉。データの不備。取扱いの不備。
この様にボスに関してだけでも、たくさんの確認事項があり、材質や形状も入れると更に注意点が増えます。
今回の技術ニュースも私たちの日々の取り組みをご紹介していますのでご覧ください。
切削加工のプログラム前に行う3Dデータ修正について
担当:K(CAD/CAM)
穴径、ボス径、板厚等の公差が大きい部品は、削りしろの残り代が均等になる様にあらかじめデータ調整を行います。
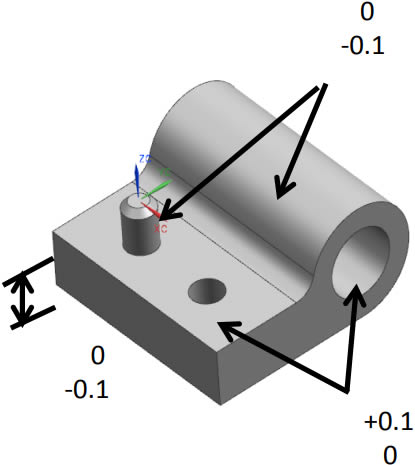
加工に偏りが少ないため加工面の粗さや精度が出しやすくなり、はめあい差がある嵌合精度部品においては、基本的に弊社では刃物の径補正を使用しますが、曲面形状での勘合する公差部では、データの修正を行い調整しています。
加工Rについては部品形状の確認と使用できる工具の確認が重要になります。
特に、形状が複雑な時は製品の隅部(加工Rが付く所)は設計者様としっかり打ち合わせをさせて頂き、他部品との勘合等、問題が起こらないように調整を加えながら、加工プログラムの作成を行っています。
試作型におけるゲートの役割と特徴について
担当:S(成形)
この射出成型は、金型の寸法精度が出ており、なおかつ、金型構造が適切であればたとえ複雑な形状の製品であっても、短時間で製品を得ることが可能です。

また、経験豊富な熟練者ではなくても、安定した品質の製品を生産することができます。
しかし、このように優れた生産性を発揮するためには、金型構造の作り込みが重要となります。
その中でも、特に弊社で着目している金型の機構は「ゲート」です。
「ゲート」は溶融したプラスチックを金型の製品形状部に流し込むための「入口」の役割を果たします。
「ゲート」には、サイドゲート、ジャンプゲート、ピンゲート、サブマリンゲート等の様々な種類がありますが、それぞれに長所、短所があるため、製品の形状や用途に応じて、どの「ゲート」を採用するか、配置場所、大きさ、形状について入念に検討を行います。
様々な視点から、試作金型の構造検討を行い、高精度、高品質の成形品をご提供させて頂いております。
精密微細加工 技術ニュース Vol.14 公差ボス(軸)がある切削加工部品における検査の注意点、切削加工のプログラム前に行う3Dデータ修正、試作型におけるゲートの役割と特徴 ダウンロード














