

















分割部品での測定方法
担当:B(検査)
第32回目になります技術ニュースをお届け致します。
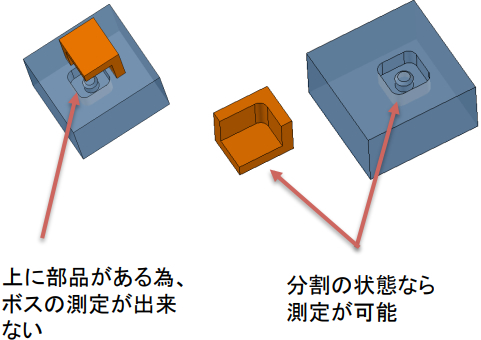
分割された樹脂部品を測定する際に注意する点は、分割されたパーツで測定可能な場所は、なるべく組立溶着前に測定することです。
分割されたパーツを、溶着やネジ留めしてしまうと測定が困難になったり測定不能になってしまうことがある為、図面や3Dデータを確認して、溶着・ネジ留め後でも測定可能かを判断します。
溶着部品のときは、溶着後の厚みにも注意が必要です。
溶着は樹脂を溶かしてくっつけるのでパーツ単体での厚みにも注意が必要です。
曲がってないかを確認する為、三次元測定器・画像測定器での測定と目視での形状確認を行い終了となります。
今回の技術ニュースも私たちの日々の取り組みをご紹介していますのでご覧ください。
成形品のヒケと精度について
担当:S(成形)
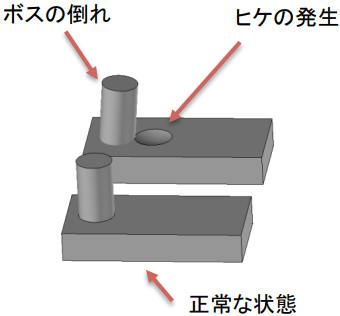
「ヒケ」が発生している周辺のボスやリブに倒れが生じたり、ボスやリブの根本部分の寸法が小さくなることがあります。
また、穴がある場合はその穴の形状が歪んでしまっていることや穴の内部の側面にも「ヒケ」が発生していることがあります。
実際に、どの程度の凹みが発生しているかを確認するためには三次元測定機を用いた測定が有効的です。
弊社の経験上では、わずか1000分の1 mm 単位の凹みであっても光の反射具合が正常な部分と異なるため、外観的に問題となることがあります。
SUS(ステンレス)材における試作加工での問題点
担当:H(プログラム)
熱伝導率が悪いステンレスは切削加工時の熱を吸収してくれないので、切削工具に加工熱が溜まり易くなります。
その結果、ドリルやエンドミルの刃先が高温になり、磨耗や硬度に著しい低下を引き起こします。
刃持ちが悪い為、長時間の加工を行うと、加工負荷が変化してソリの発生や寸法精度のバラツキが起こり、大きな問題となります。
加工者泣かせの材質ではありますが、材料の強度、質感、外観としての良さ、特に含有されているクロムと空気中の酸素の結合で保護皮膜が出来て錆びない事等メリットの多い材料でもあります。
| 材質 | 簡単な特徴 |
|---|---|
| SUS303 | SUS304より切削性が良い |
| SUS304 | SUSの基本材、切削性が非常に悪い |
| SUS316 | SUS304より耐食性が良い |
| SUS316L | 溶接性が良い |
| SUS630 | 熱処理によりSUS304より硬度がある |
| SUS440C | 磁性がある |
| SUS420J2 | ベアリング、シャフト等に使用される高硬度材 |














