フローマークを消すために射出を多段にして、
二段目の射出スピードを落とす事は効果的です。
射出スピードを落とせばフローマークは消えますが、
ゲートがシールして成形品がショートしてしまう事があります。
そこで、射出段数を三段にします。
二段目の射出位置を製品に少し入る所までとして、
三段目のスピードを速くする事によって
シールせずにフローマークを出さない状態で充填させる事が出来ます。
この時、可能な範囲でシリンダー温度と金型温度を上げると
充填が容易になり、フローマークも出にくい状態になります。
これと同じ方法でジェッティングという現象にも効果があります。
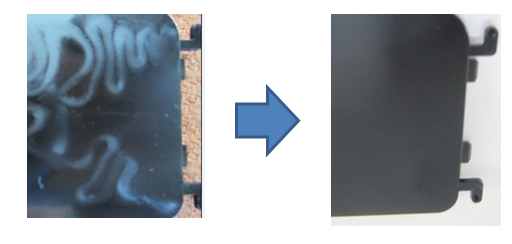
上手く行けば写真のように綺麗な成形品になります。