


















微細加工部品の同軸度ズレ

部品加工の際には切削や研削など、複数の加工工程を製品を取り回して加工することになります。特に精密微細加工において、工程間のズレは大きな問題になります。たとえば、上図のようにφ15のボスがありそこにφ6の穴が空いているとします。穴加工を第一工程 ボス加工を第二工程とした時の工程間のズレは、通常加工であれば気にしなくてもよい程度のものでも、加工穴とボスとの同軸度が要求されれば致命的な加工ミスになります。


微細加工部品の同軸度確保
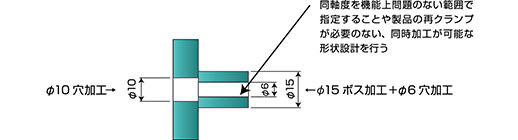
ズレを無くすためにまず考えられることが同時加工を行ってしまうことです。特に高精度部については出来る限りクランプを変えない事が必要です。同一方向からの加工が可能な形状設計であれば、クランプが不要になり同時に加工を行うことができます。同一方向からの加工が出来ない場合はあらかじめ打ち合わせをして基準をつくり治具製作を行うことで対応します。また、同軸度の精度を機能上問題のない範囲まで指定することで工程時間を削減することができます。
微細加工では再クランプをしない
別工程に分けて加工を行うと、工程間で再クランプが発生するため、精度が安定しません。精度が必要な箇所はなるべく同じ工程で行うことが重要です。














