

















後藤精機 社員が語る今月のコラム
こんにちは、第6回目になります、技術ニュースをお届け致します。
私たちが日々、取り組んでいる技術をご紹介しています。
では今回の技術ニュースをご覧ください。

こんにちは、第6回目になります、技術ニュースをお届け致します。
私たちが日々、取り組んでいる技術をご紹介しています。
では今回の技術ニュースをご覧ください。
同軸度φ0.01の加工における弊社の取り組み
担当:K(CAD/CAM 担当)
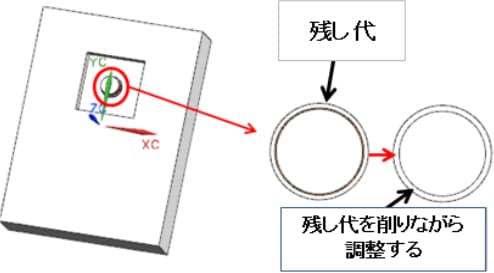
同軸度φ0.01の高精度が求められる試作型ではそのまま加工するとまず間違いなく同軸度は出ません。
その場合、弊社では位置の調整ができる様に精度部に削り代をつけておきます。
成形を行った後、成形品と型の測定を行い調整値を加味して再加工を行います。
その場合、弊社では位置の調整ができる様に精度部に削り代をつけておきます。
成形を行った後、成形品と型の測定を行い調整値を加味して再加工を行います。
数ミクロンでの調整が必要になるため、大変難易度が高く、一回の修正では調整しきれません。
それを加味した調整代の設定と、繰り返し同じ精度で段取りが出来ることが重要になります。
試作型における収縮率の対処方法
担当:M (型設計 担当)
成形材料(樹脂)は? 収縮率は?
弊社のように、試作型専門で成形機が対応出来る材料であれば既に1000型以上の実績があっても、いまだに「この材料は何?」と言うことがあります。
収縮率を間違えて設計を行ってしまい成形検査を行った時点で初めて重大なミスに気が付く。
弊社のように、試作型専門で成形機が対応出来る材料であれば既に1000型以上の実績があっても、いまだに「この材料は何?」と言うことがあります。
収縮率を間違えて設計を行ってしまい成形検査を行った時点で初めて重大なミスに気が付く。
弊社ではそのようなミスを回避するために、収縮率確認用のテスト型を用意して事前に成形を行い、0.01%台まで確認して型設計をいたします。
「弊社で所有する成形機で成形し確認する」ここのポイントが重要です。
よく成形条件で製品寸法を調整すると言う話を聞きますが、事前に確認しているため、そのような作業は不要になります。
そのような状態だと、今度は製品の外観が疎かになります。
当たり前ですが外観を疎かにすることも弊社では絶対にありません。
弊社は事前に確認、問題箇所を解決し型設計を行います。
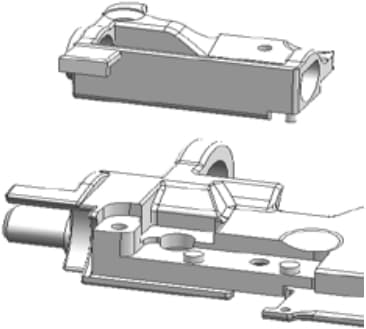
分割によるアンダー部の対応方法とコスト削減のメリット
担当:K(CAD/CAM 担当)
弊社に依頼頂くABS、PC樹脂部品の中には、一体加工が不可能な物や、一体加工をすると加工時間が非常にかかってしまう部品があります。
アンダー部や無理な加工を強いられる部分を加工しやすい形に分割し、加工後に溶着するという手法を取ります。
アンダー部や無理な加工を強いられる部分を加工しやすい形に分割し、加工後に溶着するという手法を取ります。
その際、注意すべき点が二つあります。強度と精度です。
分割すると聞くと最初に不安になる点は強度だと思いますが、弊社ではその部品にかかる負荷の大きさや負荷のかかる方向を確認して、用途に合わせた分割方法をご提案させて頂きます。
精度に関しても分割部品の位置決めが重要になってきますので、勘合ボス、穴の設置や精度部と位置決め部の同時加工などを熟考しご提案させて頂きます。
微細加工技術ニュース「同軸度φ0.01の加工における弊社の取り組み、試作型における収縮率の対処方法、分割によるアンダー部の対応方法とコスト削減のメリット」Vol.6ダウンロード














