

















こんにちは、第11回目になります、技術ニュースをお届け致します。
今回の技術ニュースも私たちの日々の取り組みをご紹介していますでご覧ください。
切削パスを使い分けて製品面を仕上げる
担当:K(CAM)
現在、切削加工の大半は3Dモデルを作成後、そのモデルをCAMに取り込み、切削プログラムを組んでマシニングセンタにて削り出します。
その削り出す刃物の動きを作るのがCAMです。
CAMの中には様々なオペレーションがあり、その中でも代表的な等高線と走査線の違いを説明したいと思います。
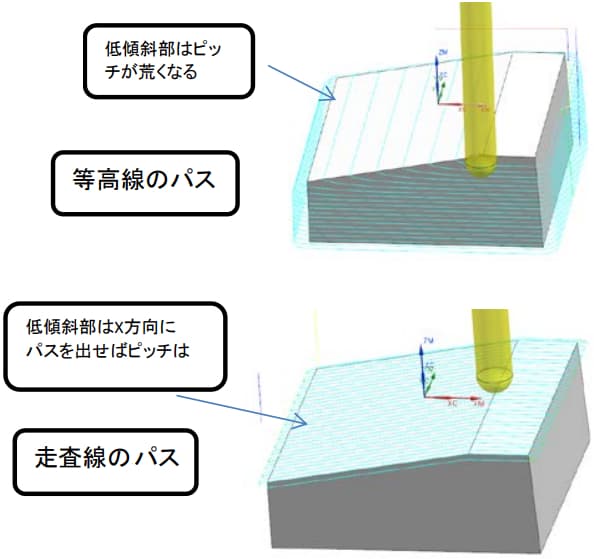
二つのオペレーションは共に面に沿って刃物を動かす、という点は同じですが等高線はZ方向に均一にピッチを刻んでパス(刃物の軌跡)を出すので、立ち壁全般の仕上げに適し、平坦部~低傾斜の斜面の仕上げは加工できません。
走査線はX、Y方向にピッチを刻んでパスを出すので、平坦部~低傾斜の仕上げに適し、立ち壁の仕上げには適しません
この違いをよく考えその品物に適したパスを作成しより綺麗で高精度な品物になるようプログラムを組む必要があります。
マイクロメーターを使った測定のポイント
担当I(仕上げ)
なるべく測定寸法に近い物か同一寸法の物を使って確認すればマイクロメーターの測定誤差による精度違いも無くなります。
測定時のトルクしだいで寸法が大きく変わってしまうため基準を作る場合にはつねに最小のトルクで寸法確認をすれば安定します。
また、出来れば、受け入れ先のトルク調整を確認すれば、個人差による測定誤差も少なくなります。

金型設計における、抜き勾配(抜きテーパー)とは
担当:M(型設計)
この抜き勾配は良品を量産成形していくために、重要な処理となります。
お客様より頂いたデータを元にして私たちは金型設計を行いますが、その時に、一つ一つの面に対して勾配を付けていきます。
製品でキャビ側になる部分に、コア側よりも、大きな勾配を付けます。

その為、コアに対して抵抗が少なくなり、成形時に金型が開いたときに製品がキャビから抜け、コアに残る形になります。
逆の場合になってしまった時には成形不能となってしまいます。キャビ残りの発生だけは、本当に気を付けないといけません。
次に、コアに残った製品をE-PINで押し出す時にも抜き勾配が必要になります。
勾配が無いと、製品側面にスレ、メクレ等の不具合が発生し、最悪の場合は激しくコアに喰い付き押し出す時に製品がちぎれてしまう可能性があります。
弊社には、今まで様々な製品を金型設計し、発生しました問題もそのたびに処理してきました。
最適な抜き勾配を提案出来るノウハウがあります。
精密微細加工 技術ニュースVol.11「切削パスを使い分けて製品面を仕上げる、、マイクロメーターを使った測定のポイント、金型設計における、抜き勾配(抜きテーパー)と」ダウンロード














