

















第21回目になります、技術ニュースをお届け致します。
壁面部の加工方法
担当:S(CAD/CAM)
まず、隅部を加工する際は、隅と同等径の刃物(エンドミル)で加工しようとすると、曲がるときの動きが急になり刃物が追従できずに面が荒くなります。
隅部についているRよりも小さい径のエンドミルを使い、滑らかに動かすと綺麗に加工できます。
次に、六形状をエンドミル加工するときは、狭い範囲を動かすことになるので、そのまま切込みを入れていくと切粉が逃げられなくなります。
そのため、「1回削るごとに刃物を上にあげて切粉を逃がす動きを入れる」などの対策をとると綺麗に加工できます。
また、壁面にテーパーが付いている場合の加工方法ですが、先端がフラットの刃物で加工しようとすると面がガサガサになってしまうので、先端が丸まった刃物 ボールエンドミル等で細かく動かしていくと、滑らかな面が加工できます。

このように状況に合わせて加工方法を変えることで、綺麗な品物を製作する事が出来ます。
弊社であれば、お客様の満足に繋がる品物を作る事が出来ます。
ぜひご相談して頂きたいと思います。
今回の技術ニュースも私たちの日々の取り組みをご紹介していますのでご覧ください。
試作成形時の注意点について
担当:S(成形)
検査品を取る為のテスト成形では発生しないトラブルが、連続成形に起こってしまうことがあり、その様な連続成形を行う際の不良を防ぐための注意点についてご紹介します。
複雑な型構造やエラストマー等の流動性が独特な材料での成形は特に注意が必要です。
ゲートから遠い部分や細いボスの先端などは特にショートの起こりやすい部分です。
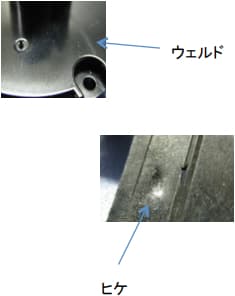
また、樹脂の合流部ではウェルドが発生して問題となる場合が多く、偏肉部では、ヒケや歪みが発生します。
ショートしやすい部分を見極め、ウェルドやヒケに注意をしながら、部分的にチェックを行うことで成形期間の短縮と不良品の混入を防ぎます。
また他にも成形の注意点はありますが重要な点に注意を払い、無駄を省きながら成形を行うことで高品質な成形品をより短納期でお客様に提供しております。
同軸度と同心度について
担当:H(検査)
基本的には工程を分けず、同時加工を行い精度維持をします。
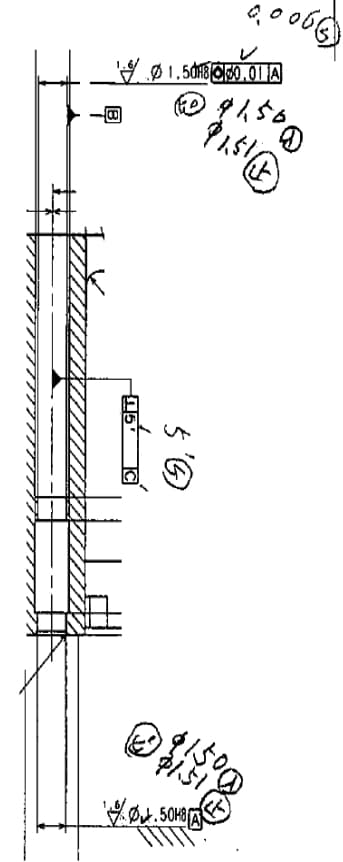
同軸度と同心度の違いとは、同軸度はボスや深さがある穴(円筒形状)の軸の傾き誤差を必要な距離(基本的には端点)を取り、その中心位置の誤差で測定します。
同心度は直線上に二つの穴やボスがある場合に基準とする円の中心を通る他の円の中心位置の誤差を測定します。
二つの平面を基準に同軸度は線、同心度は点で評価するというだけの違いです。
弊社では、このような幾何公差が入っている加工の場合一体加工でマシニングセンタを使用して精度を出します。
分割して組み込む部品については、治具を作り追加して精度出しを致します。
その他にも、平面度、平行度、直角度、真円度、円筒度、さまざまな幾何公差に対応できるように、日々いろいろな加工方法、段取り方法に取り組んでいます。














