

















後藤精機 社員が語る今月のコラム
第23回目になります、技術ニュースをお届け致します。


第23回目になります、技術ニュースをお届け致します。
精度・品質に合わせた加工を行います
担当:M(MC)
お陰様で技術ニュースも3年目を迎えることが出来ました。
これもひとえに皆様のお引き立ての賜物と感謝しております。
お客様から日々持ち込まれる部品加工の工程は粗加工、中仕上げ、仕上げと三段階に分けられます。
粗加工時に起こる現象としてカケ、びびりによる不良があります。
これもひとえに皆様のお引き立ての賜物と感謝しております。
お客様から日々持ち込まれる部品加工の工程は粗加工、中仕上げ、仕上げと三段階に分けられます。
粗加工時に起こる現象としてカケ、びびりによる不良があります。
原因として複雑形状、薄肉等のためクランプの強度不足、材質硬度が高いため機械、ホルダ-の剛性不足、加工部の掘り込みが深いため刃具の突き出し量、刃長が長い等があります。
部品形状や精度に合わせた、適切な条件になっていない事が挙げられます。
次に中仕上げ;この工程は製品の精度および表面粗さに大きく関係するので、ここが適切でないと面精度が著しく粗い面になります。
最後に仕上げ加工。ここは、製品の合否に係わる工程になるので一番気をつけるポイントです。
仕上面粗さが悪い、倒れがある、精度が出ていない等の問題を適切な条件に変えて加工を行っていきます。
今回の技術ニュースも私たちの日々の取り組みをご紹介していますのでご覧ください。
部品形状による精度の変化(反りについて)
担当:S(MC)
一見、精度出しが簡単そうに見える形状でも、精度が出しにく部品が多々あります。
今回はその中でも、反りが出やすい形状について上げてみます。
そもそも、反りとは?
1、アンバランスな形状のため発生
2、加工負荷により発生
3、基本の肉厚が薄いため発生
4、材質が反りやすいため発生
等、各要因で起こります。
今回はその中でも、反りが出やすい形状について上げてみます。
そもそも、反りとは?
1、アンバランスな形状のため発生
2、加工負荷により発生
3、基本の肉厚が薄いため発生
4、材質が反りやすいため発生
等、各要因で起こります。
2に関しては加工技術の問題が大きいですが、1,3,4に関しては部品の機能上、どうしても避けられない事が有ります。
材質によって反りや変形の度合いがさまざまです。
加工工程数や加工時間等のコストの問題が有りますので、確実に、かつ簡潔に、精度が出せるための仕上げ加工前の荒加工をどこまで行うか、材質や形状による工程数の決定が非常に重要になってきます。
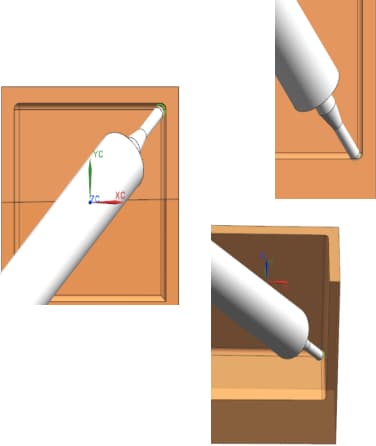
加工深さと隅Rの関係について(深堀加工について)
担当:K(プログラム)
通常、3軸加工で深く削り込む場合、面精度や寸法精度を維持するために深さによって加工Rが大きくなってしまいます。
当然、刃長や突出しが長くなると面や精度が出ない等、様々な問題が発生します
これらの問題に対処しようとすると、工具の径を大きくして剛性を上げるしかありません。
その分、必要な形状を得られない可能性が出てきてしまいます。
当然、刃長や突出しが長くなると面や精度が出ない等、様々な問題が発生します
これらの問題に対処しようとすると、工具の径を大きくして剛性を上げるしかありません。
その分、必要な形状を得られない可能性が出てきてしまいます。
弊社では、5軸加工を使用する事により上記の問題解決に取り組み、お客様の求めるクオリティーに対応するように努力しています。
お困りの案件等ございましたら、まず一度お気軽に弊社までご相談ください。
精密微細加工 技術ニュース Vol.23
精度・品質に合わせた加工、
部品形状による精度の変化(反りについて)、
加工深さと隅Rの関係について(深堀加工について)|
ダウンロード
2015年3月6日














