後藤精機 社員が語る今月のコラム
試作型における抜き勾配について2
担当:M(設計)
前回、キャビから成形品が抜ける為に必要な型構造として抜き勾配の重要性についてお届けしました。
今回はコアにおける抜き勾配についてです。
コア側に抜き勾配を付けて無い場合、もしくは、勾配が小さい場合コアから成形品をE-PIN(エジェクターピン)で押し出す時に下記の様な問題が起こります。
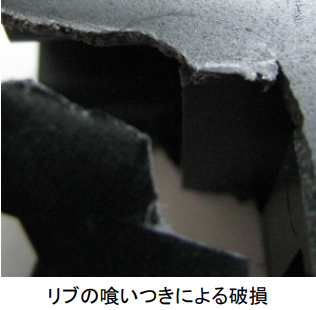
①喰いつきが強すぎてE-PINが折れる。
②成形品が曲がった状態で押し出され、最悪ちぎれる。
③成形品の薄肉部をE-PINが突き抜けてしまう、
④成形品にE-PIN跡(白化)が付く。
⑤抜け際に成形品にめくれがが発生する。
⑥成形品に擦りキズが付いてしまう。
成形品の状態によりその都度対策を行いますが、抜き勾配以外の対処方法としては、
①E-PINの径を大きくする、本数を増やす、
②スライドを追加する。
③型を磨く。
④成形条件を緩和する。
抜き勾配を追加もしくは増やす対策を行う場合、製品では増し肉となってしまいますので寸法に注意が必要です。
又、磨きも重要ですが、私の経験ではその場しのぎの対策と考えていますので、金型に何かしらの加工を加えた方が後々問題が少ないと思います。
今回の技術ニュースも私たちの日々の取り組みをご紹介していますのでご覧ください。
試作実績がある微細加工について
担当:H(プログラム)
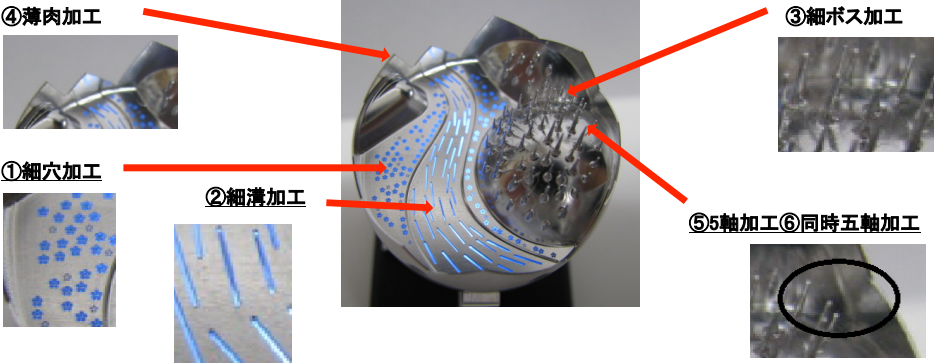
これまでのお客様の要望・案件を取り入れ、実際に納入した微細精度部品には薄肉加工、細穴加工、細溝加工、細ボス(ニードル)加工があります。
更に、5軸加工が加わる部品、精度についてもμm単位での要求に対応する部品もあります。
実際にその部品をお見せできれば良いのですが、開発途中の部品、研究用資料など、現状ではお見せ出来ない製品ばかりです。
そこで、弊社が培ってきた微細加工技術を実際に見て頂く為に、「技術の卵」があります。
①細穴加工 花畑にあたる部分で、φ0.03~φ0.2の穴が計702箇所。
②細溝加工 川の流れを表現した部分で、幅0.1~0.2の溝が44箇所
③細ボス加工 山の木を表現した部分で先端径0.04~0.2までのボスが68本
④薄肉加工 卵の殻の部分、厚みは0.2
⑤5軸加工 ボスは高さや太さが異なり、不規則に曲面に立っている
⑥同時五軸加工 殻のオーバーハング部、ボスとの干渉があるアンダーや隙間