

















後藤精機 社員が語る今月のコラム
様々なゲートの種類(射出成形)
担当:担当:S(成形)
第57回目となる、技術ニュースをお届け致します。
今回は、プラスチック射出成形において重要な役割を果たす【ゲート】についてご紹介致します。
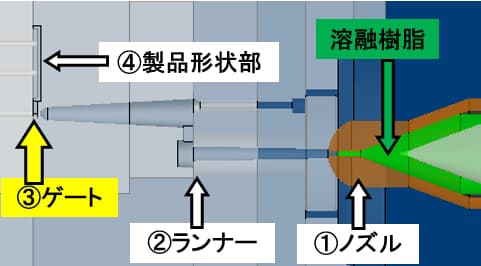
射出成形では、溶融した樹脂(緑色)を
① ノズルから射出し、金型内へ流入
② ランナーを経由してゲートへ誘導
③ ゲートから製品形状部に流入
④ 製品形状部に充填
① ノズルから射出し、金型内へ流入
② ランナーを経由してゲートへ誘導
③ ゲートから製品形状部に流入
④ 製品形状部に充填
そして、この射出成形工程の副産物として、製品形状の一部となったゲートを仕上げる( 除去する )ことで、製品(成形品)が完成致します。
ゲートは溶融樹脂を充填するために適切な[ 形状、大きさ、配置場所 ]を考慮することが重要です。
以下に、弊社の射出成形で用いられるゲートの種類をご紹介いたします。
サイドゲート
製品の外側に設置するタイプのゲートです。
試作金型では、製品側面の平坦部に設置することでニッパーとカッターで簡単に仕上げる事が出来ます。
試作金型では、製品側面の平坦部に設置することでニッパーとカッターで簡単に仕上げる事が出来ます。
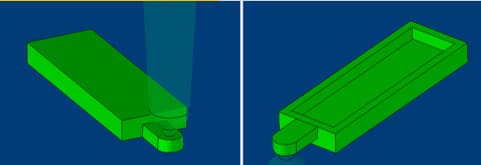
金型設計、プログラム、MC加工においても、サイドゲート構造は単純なため負担にならないので、試作金型では優先的に採用されます。
ただし、ゲートを仕上げた痕跡が、製品に残ってしまうため、設置する場所に±0.01mm等の厳格な寸法が要求されていたり、他部品と摺動する面や美外観が要求される箇所には設置出来ません。
【成型】サイドゲート参考動画



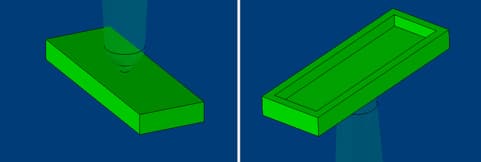
ピンゲート
ランナーの先端から製品に直接、溶融樹脂を流入させるため、サイドゲートのようなゲート形状を成形品に追加しません。
但し、成形時にゲート跡が発生する場合は対策が必要です。
金型構造は複雑になりますが、ピンゲートはゲート処理(成形品の仕上げ)が無くせるので、量産金型では優先的に採用されます。
ゲート部に多少の凹凸が発生する可能性が有る為、設置場所には注意が必要です。
【成形】ピンゲート参考動画
今回の技術ニュースも私たちの日々の取り組みをご紹介していますのでご覧ください。














