


















微細加工部品の加工精度
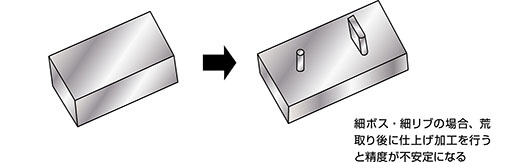
樹脂切削部品の加工の場合、材料からの粗加工後に薄リブや長いボスを切削加工すると、リブやボス径が倒れたり、樹脂が逃げてしまうことにより逆テーパ状になってしまい加工精度を確保することが難しくなります。


微細加工部品の精度確保方法
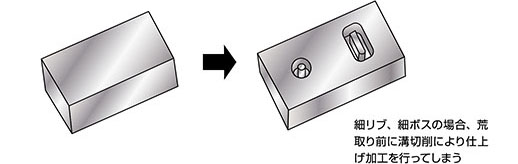
薄リブや長いボスを粗加工の前に仕上げ加工すると、周りに樹脂が存在する状態で加工できます。他の部分の粗加工を実施し、リブやボス形状を安定して加工することができるので、切削時に樹脂の逃げや反りの影響を大幅に減らすことができ、形状の削り出し仕上げが可能になります。
微細加工時に精度を出す
樹脂の微細加工において、リブ形状やボス形状を加工する際には形状の倒れや樹脂の逃げにより精度を出したまま加工することが困難になります。このようなケースでは粗加工を行った後に上図のように形状を削り出していくことで安定した微細加工を実現することができます。














