

















第16回目になります、技術ニュースをお届け致します。
ワイヤー放電加工機を利用しての試作対応
担当:S(MC、ワイヤー)
まず試作金型加工ですが、成形品にフィレット(加工R)を大きく付けられない時、その内側だけワイヤー放電加工でコマを作り、金型に組み込みこんでいます。
試作型の場合、短納期も重要なので、型製作に時間が取られ納期に間に合わなくなってしまわない様、一番早く、高精度に出来る方法として、使用しております。
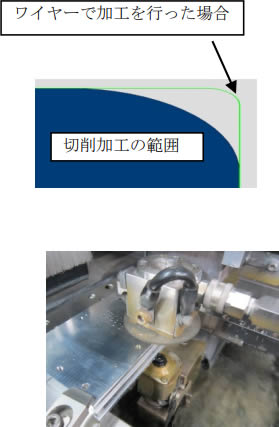
次に試作品加工ですが、加工部が深くインタ切物が届かない部品などに使用しています。
この場合は、物理的にエンドミルでの加工が不可能な場合に使用しております。
最後に治工具の製作ですが、試作の場合、短納期が通常のため治工具を高精度に早く製作する必要があります。
エンドミルやドリルの全長を切断して加工に適した状態にする測定用のゲージや治具の製作を行います。
今回の技術ニュースも私たちの日々の取り組みをご紹介していますのでご覧ください。
試作型におけるエジェクターピンについて
担当:S(成形)
エジェクターピンが無ければ、型が開いた後に成形品をコアから取り出すことが出来ません。
エジェクターピンは成形品の形状に合わせ、長さ、径、先端の形状は様々な種類の物を使います。

形状の単純な成形品に対しては1種類のピンだけで済む事もありますが、形状が複雑なものになると数十種類近くのピンを使う事もあります。
エジェクターピンが少ないと型組時の手間は少なくて済みますが、成形品を押し出す強度が足りずに折れてしまったり、薄い部分を貫通してしまったり問題が発生します。
また、配置のバランスが悪いと成形品が変形してしまう為、型設計時に適切な位置に、適量を配置する必要があります。
更に長さや型組時の調整でエジェクターピンがコアから飛び出ているとキャビに当たってしまい、型を破損してしまいます。他にもまだ注意点がありますが、
この様にしてエジェクターピンを取り扱うことで高品質な成形品を提供しております。
試作における樹脂切削加工の難易度
担当:K(プログラム)
・耐摩耗、強度は優れているが、反り歪みが発生しやすく刃物の摩耗が激しい材質(PSG40%、PCG30%、PBTG50%等)
・変形が少ないため、高精度な加工が行えるが、高価で欠けやすい材質(PEEK、PES、PPS等)

・安価だが、粘りが強く、バリが出やすいので仕上げ、寸法精度を出すのが困難な切削性の悪い材質(PP、PA、MCナイロン等)
・仕上げ、寸法精度を出すのが困難柔らかく、バリが出やすい材質(ゴム系のハイトレル、エラストマー等)
材質により注意しなければならない所が変わるため、素材に合わせた加工方法が重要となります。
精密微細加工 技術ニュース Vol.16 ワイヤー放電加工機を利用しての試作対応、試作型におけるエジェクターピン、試作における樹脂切削加工の難易度 ダウンロード














