

















後藤精機 社員が語る今月のコラム
第3回、技術ニュースをお届けします。

第3回、技術ニュースをお届けします。
不良率を0%にする為の作業について
担当:I(仕上げ)
まずは不良率を0%にする為の作業についてです。
バリがあったり、キズ、打痕、異形状の物が紛れ込んでしまう事をふせぐ目的で図面と3Dデータを元に全方向から見比べ、データどおりに出来ているか確認します。
微細品、形状が複雑な物は、顕微鏡を使って確認します。
バリがあったり、キズ、打痕、異形状の物が紛れ込んでしまう事をふせぐ目的で図面と3Dデータを元に全方向から見比べ、データどおりに出来ているか確認します。
微細品、形状が複雑な物は、顕微鏡を使って確認します。
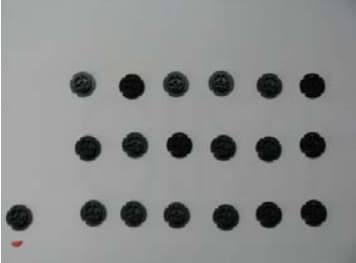
数量の多い場合は、製品が見やすい色の下敷きを敷き、その上で製品全てをマスター品と並べ、全方向から比較する、目視検査を行います。深穴や深溝など見づらい物は、ハンドライトを使って奥まで見るようにします。
目視をする事でバリ、ランナー、キズ、カケ、ダコン、切り粉が詰まっている穴、タップ穴、ゆがみ、形状全般についての不良品を見つける事ができます。
弊社では品質を重視して、不良率0%の維持を続けて行きます。
画像測定器を使用した微細部品の面粗さ確認
担当:B(検査)
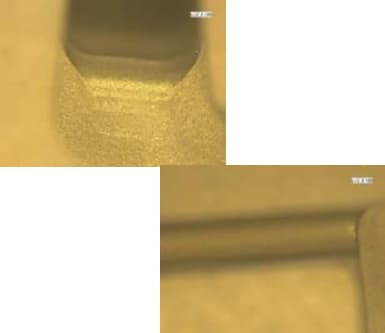
表面粗さの測定方法として、弊社では表面粗さ測定機を使用しています。
測定数値以上の面を求めるお客様のニーズにお応えするために画像測定機も使用する頻度が増えております。
50~200倍まで拡大することができ、部品表面にある、目視では分らないキズやカッターパスなどが実際に確認できるため、求められる面になるまで修正します。
測定数値以上の面を求めるお客様のニーズにお応えするために画像測定機も使用する頻度が増えております。
50~200倍まで拡大することができ、部品表面にある、目視では分らないキズやカッターパスなどが実際に確認できるため、求められる面になるまで修正します。
また画像データを保管し表面粗さの限度見本作りも行っています。
試作金型修正の対応迅速化による納期短縮とコストダウンについて
担当:S(設計)
射出成型では、成形品に「ヒケ」が発生することが多々あります。
成形品の形状により、肉抜きを追加する事が出来ない場合は「ヒケ」が発生しそうな場所の近くにゲートを配置します。
しかし、ゲート処理が発生するため、出来れば避けたいものです。
成形品の形状により、肉抜きを追加する事が出来ない場合は「ヒケ」が発生しそうな場所の近くにゲートを配置します。
しかし、ゲート処理が発生するため、出来れば避けたいものです。
そこで、事前にゲートに関係する部品の加工をあらかじめ済ませておき、ファーストトライの時はゲートを置かず、「ヒケ」が発生したら簡単な型修正でゲート部を取り付けます。
これにより、ゲート追加無しで「ヒケ」が出なければ最短で成形品が完成し、最悪、ヒケが発生しても迅速に対応が取れます。
勘合する精密部品にも対応致します
担当:S(CAD/CAM)
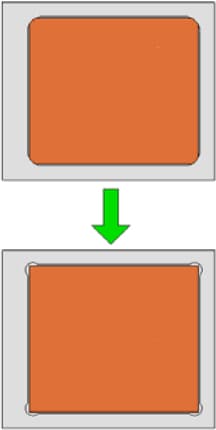
マシンによる加工ではどうしても隅部に刃物径の加工Rが付いてしまいます。
深さ等の形状によってそのサイズは変わってきますが、それらはその品物の使用上問題が無い個所であればかまわないのですが、別の品物との勘合部にかかわってくるよ
うですと話が違ってきます。
深さ等の形状によってそのサイズは変わってきますが、それらはその品物の使用上問題が無い個所であればかまわないのですが、別の品物との勘合部にかかわってくるよ
うですと話が違ってきます。
加工に使用した刃物の加工Rが付いていても、勘合できる程度の余裕が相手部品の勘合部にあればそれで問題ありませんが、そこで勘合部が干渉してしまうようですと工夫
が必要になります。
例えば、加工Rが付く箇所にはまってくる相手部品の勘合箇所の角を丸めてきちんと組み合うようにしたり、加工Rが残らないようにその部分を余計に削り込んだりといった方
法があります。
加工のことはよく分からないという方もいらっしゃると思います。
そんな時は相手部品も合せてご依頼頂ければ、こちらから勘合部の形状を「加工可能な形でご提案させて頂く」といったことも可能ですので、まずはお気軽にご相談頂ければと思います。














