

















後藤精機 社員が語る今月のコラム
こんにちは、第4回目になります、技術ニュースをお届け致します。では今回の技術ニュースをご覧ください。


こんにちは、第4回目になります、技術ニュースをお届け致します。では今回の技術ニュースをご覧ください。
精密、高精度加工で不良率0%、QCD NO.1を目指します
担当:S(営業)
不良率0%、QCD NO.1を目指します。
弊社では試作・研究開発の精密加工、高精度加工を手掛けることが大変多いのです。
まず見積時に、微細加工、5軸加工、難削材加工等複数の要素が混ざった品物でも図面及びCADデータに基ずき加工方法、見積金額及び納期をご提示させていただきます。
お客様の開発スケジュールに沿ったQCDを目指します。
弊社の加工では、全て3Dデータにて加工を行っておりますので、データの作成からも、お請けしております。
弊社では試作・研究開発の精密加工、高精度加工を手掛けることが大変多いのです。
まず見積時に、微細加工、5軸加工、難削材加工等複数の要素が混ざった品物でも図面及びCADデータに基ずき加工方法、見積金額及び納期をご提示させていただきます。
お客様の開発スケジュールに沿ったQCDを目指します。
弊社の加工では、全て3Dデータにて加工を行っておりますので、データの作成からも、お請けしております。
また、出荷検査におきましては実体顕微鏡を用いた全数検査もお受けいたしますので、品質については安心してご相談ください。
納期短縮と品質安定のための切削加工現場での取り組み(トルクレンチによる加工不良削減)
担当:S(MC担当)
弊社では最近、短納期での精密加工依頼が増えています。
そのため加工時間が早くなるように常に改善を重ね、納期短縮を心がけています。
更なる納期短縮のために目を付けたのが、精度のバラつきを抑え不良品を減らす事でした。
そのため加工時間が早くなるように常に改善を重ね、納期短縮を心がけています。
更なる納期短縮のために目を付けたのが、精度のバラつきを抑え不良品を減らす事でした。
どの様な材質でも加工を行う事により歪みが出てしまいます。
特に精密加工を行う際には、寸法公差外となって廃棄することが多々あります。
加工に費やした時間が無駄になってしまい、短納期のニーズには答えることができません。
そこで弊社ではワーク取付の際にトルクレンチを使用して、一定の締め付けトルクで加工を行っております。
そうすることで作業者が複数でも取付による歪みのバラつきを抑えることができます。
トルクを一定にすることで寸法管理を行いやすく、連続加工をしても良品が得やすくなります。
そして材質により締め付けトルクを変えることで更なる品質向上を行う事ができました。
安定した精度を保つため、締めつけトルクにも気を配り、良品をお届けいたします。
樹脂成形におけるフローマーク(成形不良)を解消します
担当:K(成形)
射出成形をやっていく上で様々な成形不良に直面すると思います。
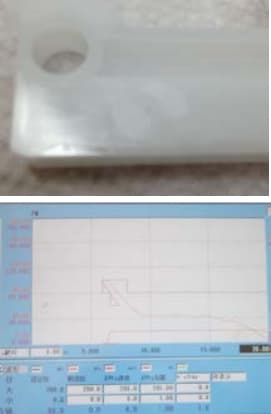
今回は弊社での曇り状のフローマークを無くす方法を紹介します。
通常フローマークを消す場合は、金型温度、樹脂温度、射出速度を変更して対処します。
それだけでは消えない場合があります。
今回は弊社での曇り状のフローマークを無くす方法を紹介します。
通常フローマークを消す場合は、金型温度、樹脂温度、射出速度を変更して対処します。
それだけでは消えない場合があります。
まず波形で樹脂の流れを見てランナーからゲートに樹脂が入る位置を見つけ、射出を多段にし、ランナー部を通常のスピードで、ゲート位置の数mm手前からスピードを落とす事により綺麗に消えるようになります。
この方法を使うと場合によってはゲート部でシールしてしまう恐れがあるので注意が必要です。
その対処法は次の機会に紹介したいと思います。
STAVAX材でも精密、高精度MC加工が出来ます
担当:K(CAD/CAM)
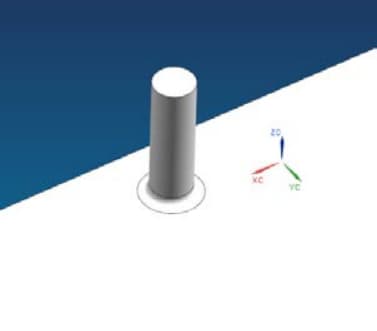
加工材質がアルミ、刃物はR0.15×4のボールエンドミルを使用して、φ0.2±0.01のボスを2mmの長さに加工しました。
すぐそばに障害物があり、刃長が切削部の高さ以上になっているため通常より繊細な条件設定をして完成させました。
製品を組込み確認をしたところ、材質の強度が足らず、ボスが、曲がってしまうトラブルが発生してしまい、強度をあげるため材質を変更、STAVAXで加工する事にしました。
すぐそばに障害物があり、刃長が切削部の高さ以上になっているため通常より繊細な条件設定をして完成させました。
製品を組込み確認をしたところ、材質の強度が足らず、ボスが、曲がってしまうトラブルが発生してしまい、強度をあげるため材質を変更、STAVAXで加工する事にしました。
鉄系材を微細な刃物で加工する為、精度が出せるか心配でしたが、加工方法と条件を出すことに成功し、鉄系材を削ってもアルミで加工した時と同等の精度の製品を作ることができました。
STAVAX材での微細加工でお困りの方は、ぜひ弊社にご相談下さい。














