

















こんにちは、第10回目になります、技術ニュースをお届け致します。
今回の技術ニュースも私たちの日々の取り組みをご紹介していますのでご覧ください。
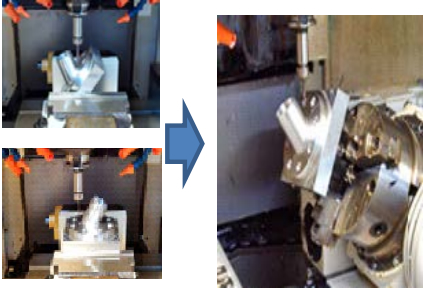
同時五軸加工とは?弊社における具体例
担当:S (MC)
また、段取り工数が増えると工程間の微妙なズレ等により精度確保が難しくなります。
弊社には主力の3軸制御のマシニングセンタ以外に、同時5軸制御のマシニングセンタを所有しております。
これを使用することにより一回の段取りで多方向からの加工が可能になりコストダウンを実現します。
また、工程間の脱着、原点出しが不要になるので精度確保が容易になります。
3軸加工では不可能な形状も同時5軸を用いることで加工可能になります。
コスト重視加工、多工程物の精度加工、複雑形状加工、いずれの案件にも対応可能な弊社に是非ご相談ください。
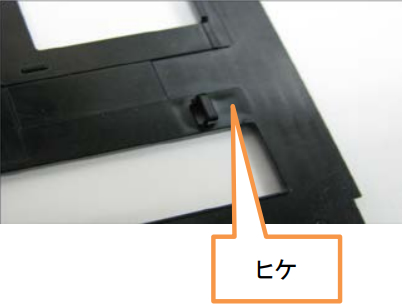
成形品で発生するヒケの原因と対策
担当K(成形)
それが、ヒケと呼ばれる部分です。
何故ヒケが起こるのか、主な原因は
①部品形状による問題
・成形品の肉厚が均一ではない
②原料による問題
・流動性が悪い等
③型設計による問題
・ゲートの位置が悪い・肉厚部に肉抜きが無い
・ガス抜きが無い
④成形条件による問題
・射出圧力・保圧が足りない
・冷却時間が短く肉厚部がキチンと冷却されていない。
①と②については、お客様の要望がある為、成形条件での解消が必要ですが、③については型設計時に肉抜きやゲートの位置、ゲート径、ガス抜きなどの対策を事前に考慮する事がとても重要です。
④については、成形品の寸法にも留意しながら、調整を行う事が重要です。
ヒケが解消しても、無理な成形条件は成形品の膨張や、型の破損につながる為、注意が必要です。
微細溝加工と微細孔加工
担当:K(CAD/CAM)
切削工具の刃物径は、φ0.1mmで刃先はR0.05です。
加工最大深さは0.5mmなら加工可能です。
弊社では、溝幅0.15mmで溝と溝の間の板厚は0.1mmで35本連続の加工実績があります。
溝が貫通している場合は、刃物の抜け量の関係で板厚0.4mmまでが最大深さになります。

壁にテーパを付けられる場合は、もう少し板厚を増やすことは可能です。
次に、穴径ですがφ0.12で深さ0.3mmを7000個連続加工の実績があります。
こちらは有効長0.5mmのパターンで加工を試していない為、実績が出次第更新させていただきます。
微細精密微細加工 技術ニュース Vol.10「同時五軸加工とは?弊社における具体例、成形品で発生するヒケの原因と対策、微細溝加工と微細孔加工」ダウンロード














