後藤精機 社員が語る今月のコラム
第59回目となる、技術ニュースをお届け致します。
今回の技術ニュースも私たちの日々の取り組みをご紹介していますのでご覧ください。

第59回目となる、技術ニュースをお届け致します。
今回の技術ニュースも私たちの日々の取り組みをご紹介していますのでご覧ください。
ロングドリルでの深穴加工は緊張します。
担当:M(MC技術担当)
今回は、深穴ドリル加工についてご報告致します。
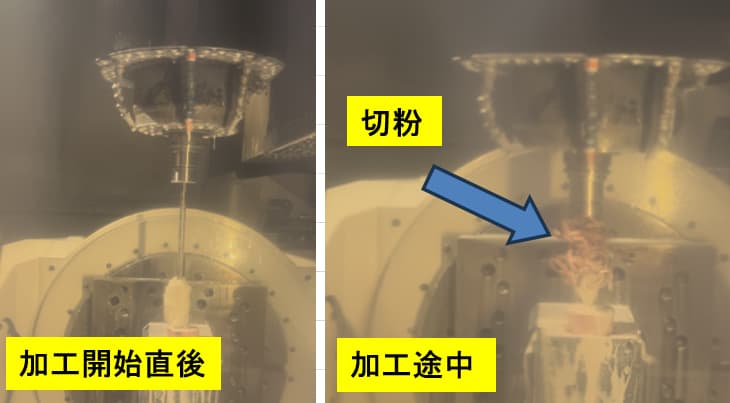
まずは右の写真を御覧下さい。23台保有しているマシニングセンターの中でも、弊社で最大の加工範囲を持つ同時五軸加工機、マキノ製のD500の中です。
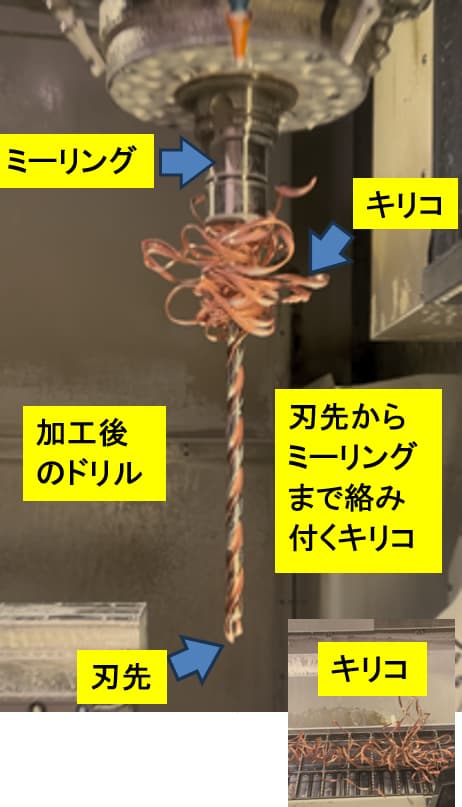
異様に長い、切削工具が付いているのが目を引きます。
まずは右の写真を御覧下さい。23台保有しているマシニングセンターの中でも、弊社で最大の加工範囲を持つ同時五軸加工機、マキノ製のD500の中です。
異様に長い、切削工具が付いているのが目を引きます。
深穴加工は切削工具にキリコ(切粉)が絡みつき、工具破損や加工部品の傷打痕になる可能性があるので、従来は、キリコがせん断される様に加工を行います。
今回は、深穴加工をした事が、加工後のドリルを見れば分かるように、加工しております。
加工はφ12深さ210mmの止まり穴です。
直径(D)の18倍の深さを加工するので、ドリルが加工を始める瞬間から、息を止めて見てしまいます。
加工可能な材質は鉄、SUS系から非鉄、アルミ、銅、そしてプラスチック。
工具メーカの生産状況により切削工具が購入が出来ない場合も御座いますが、直径の30倍、直径の50倍、直径の100倍の工具が、メーカーカタログ上で存在しているのでご相談ください。