

















新年あけましておめでとうございます。
旧年中は格別なご高配を賜り、まことに有難く御礼申し上げます。
第12回目になります、技術ニュースをお届け致します。
今回の技術ニュースも私たちの日々の取り組みをご紹介していますのでご覧ください。
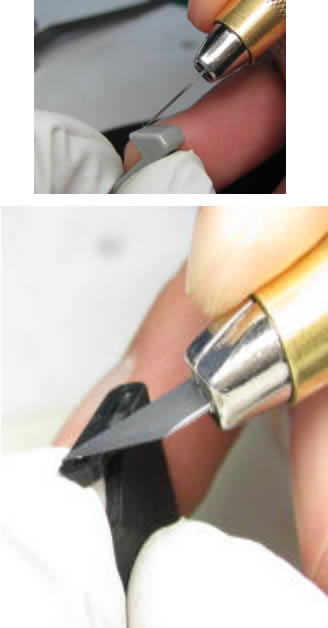
微細成形品の仕上げ
担当:H (仕上げ)
特に成形品の場合は、ゲートの処理が発生します。
肉抜き形状やザグリ加工ゲートが無ければバレルでのバリ取りで済むのですが、そうでない場合はナイフ、ニッパー、ルーターでの仕上げを行い、最悪の場合、治具を製作してマシニングセンターでの追加工が必要となります。
バリ等がパーティングラインやスライド部分に発生した場合、納期的に余裕があれば、型やコアの調整に時間をかける事が出来るのですが試作型の場合は短納期がほとんどのため、お客様に確認の上
大きなバリの場合であれば手仕上げとなります。
手のひらサイズの製品であれば、下穴を開けて大きく面取りなどで対応できるのですが機械部品の場合は、注意が必要です。
例えば、板厚0.5tの成形品にφ10.00貫通穴が有るとします。
この場合穴にバリが発生した場合、デザインゲートなどで塞ぐと機能上、問題が出てしまうため、その場合は一度バリを奥で押し出し、C面を取るのではなくバリだけを除去します。
当該での後工程の調整を経た行います。
バリのバリ取りは手作業ですが、形状によって仕上げの仕方から取り扱いまで変わってきます。
曲面形状の加工方法
担当:S(CAD/CAM)
通常、マシニングセンターでの加工はワークをセットすると、上から下に向かって加工していくものです。これを等高線加工といいます。
粗加工で大雑把な形状を削りだした後は、高い位置から順々に一定の高さ毎に加工していきます。
ただ、これだけでは例えばドーム状のような曲面形状の頂点部分が綺麗に仕上がりません。
そのため曲面の形状に沿った動きの加工を追加する必要があります。これを走査線加工といいます。
また刃物も形状に合わせたものを使用しなければなりません。
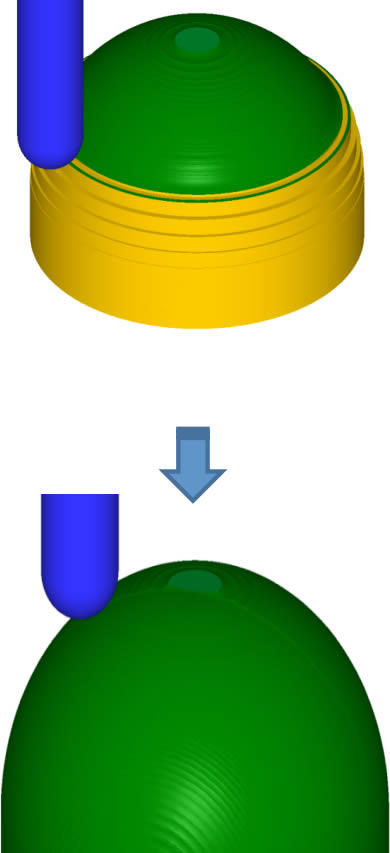
先端部がフラットになっているものを使用してしまうと、刃物の角部分が当たってガサガサになってしまう恐れがあります。
そのためこのような形状の場合は先端が丸まった刃物を使用します。
このように形状に合わせた刃物の選定と、その刃物の動かし方を変えることによって様々な形状を加工することが出来ます。
とはいえ品物によっては加工が困難な形状というものもありますので、
弊社にご依頼の際は、ご相談頂ければと思います。
また、本年も、より一層のご支援を賜りますよう、従業員一同心よりお願い申し上げます。
敬具
平成26年1月














